
How Korea’s Softgel Pioneer Sustains Excellence in Pharma and Nutraceuticals
In the competitive landscape of pharmaceutical production, capacity and quality drive success. Korea, a leader in advanced pharmaceuticals, hosts numerous high-performing facilities. Among these, RP Bio’s Mado Plant stands out, built on a 41-year commitment to softgel capsule production.

Since its inception as a joint venture between RP Scherer and Daewoong Pharmaceutical in 1983, RP Bio has become Korea’s premier softgel manufacturer. With expertise rooted in the legacy of Robert Pauli Scherer, the innovator behind softgel technology, RP Bio remains the sole successor of this heritage. Visiting the factory in Hwaseong, Gyeonggi Province, we explored RP Bio’s proprietary advances like ‘New NeoSol’ and ‘New NeoGel’—technologies that enhance formulation efficiency and capsule durability.

Inside the plant, a commemorative hall displays RP Bio’s history and innovations. Technologies like New NeoSol streamline liquid formulation by enhancing API solubility, which allows for up to 30% smaller capsules—benefiting patients and reducing storage costs.
With 90% of products manufactured for other companies, RP Bio operates on OEM and ODM models, ensuring efficient production from raw material to finished product. An automated logistics system, installed at a cost of $2,167, supports seamless inventory management.

Production begins in the weighing room, where large stainless-steel containers handle precise measurements of raw materials, ensuring accuracy for large-scale batches. Vacuum hoses minimize contamination as materials transfer to the mixing tanks, where they are blended into liquid concentrates optimized for softgel encapsulation.


After weighing the raw materials on the rectangular scales in the weighing room, a vacuum hose is attached to the container, which remains in place. This setup minimizes contamination risks while transferring the raw materials to the mixing chamber in the adjacent room. The vacuum hose swiftly transports the materials to a mixing tank, where they gradually blend to form the liquid concentrate that will fill the capsules.
RP Bio’s first competitive edge lies in this liquid formulation process. While most active pharmaceutical ingredients (APIs), especially synthetic ones, are typically solid powders, some medications—like cold medicines that require rapid absorption for quick efficacy—benefit from a liquid form. Although creating a liquid by dissolving raw materials sounds simple, the process is far from straightforward. Each API requires unique solvents, temperatures, and concentrations to achieve proper dissolution. Given the variety of products they produce, RP Bio must master these specific liquidization conditions across numerous formulations, setting a high technical standard.
The New NeoSol technology, showcased at the factory’s entrance, elevates this expertise. Like the simplicity and power of a well-practiced skill, New NeoSol is distinguished by its ability to dissolve raw materials efficiently. This effectiveness allows RP Bio to use fewer excipients to maintain the solution, reducing the size of softgel capsules by up to 30%. Smaller capsules are easier for patients to swallow and reduce inventory volume, lowering storage and management costs for pharmacies and pharmaceutical companies alike.

The attribute of "dissolving well" naturally translates into the advantage of "absorbing well." Liquid formulation improves absorption rates, yet RP Bio goes a step further, enhancing absorption beyond conventional methods. It’s a technology one might expect from a nation that values fast-acting relief. Despite this focus on speed, the New NeoSol technology does not compromise on shelf life, allowing RP Bio to extend the shelf life of softgel capsules up to three years.
A three-year shelf life significantly enhances product value. As in any industry, it's challenging for pharmaceutical companies, wholesalers, and pharmacies to precisely predict product sales, necessitating careful inventory management. If unsold stock surpasses its expiration, it results in losses from disposal. For patients, the longer shelf life is also beneficial, allowing for efficient use of medications without concern for imminent expiration.
A notable example of this strategy's success is the cold medicine, Whituben. Given that cold remedies are often stored at home for unpredictable needs, RP Bio collaborated with Takeda to extend the shelf life of Whituben’s softgel capsules from two to three years. This innovation helped Whituben jump from second to first place in market share within a year of its 2019 launch.
This success isn’t solely due to the liquid formulation; it also relies on the technology behind the capsule shell that encases the liquid. RP Bio’s expertise in creating a durable capsule shell is another defining trait, embodying the same straightforward yet powerful approach of “encasing the contents well.”
While the drug concentrate is blended with New NeoSol technology in the raw material mixing tank, the softgel capsule shell, crafted with New NeoGel technology, is prepared in a separate room. The key objectives in this process are to produce capsules that are durable, resist excessive sticking, and maintain a balanced softness.
These three attributes all contribute to extending the product's shelf life. Capsules that resist breaking and sticking during transportation and storage are suitable for long-term storage. Additionally, as softgel capsules age, their shells tend to harden, which prolongs breakdown time in the body, potentially delaying the onset of the medication’s effects. By slowing down this hardening process, RP Bio ensures that the intended effects are delivered within the specified shelf life.
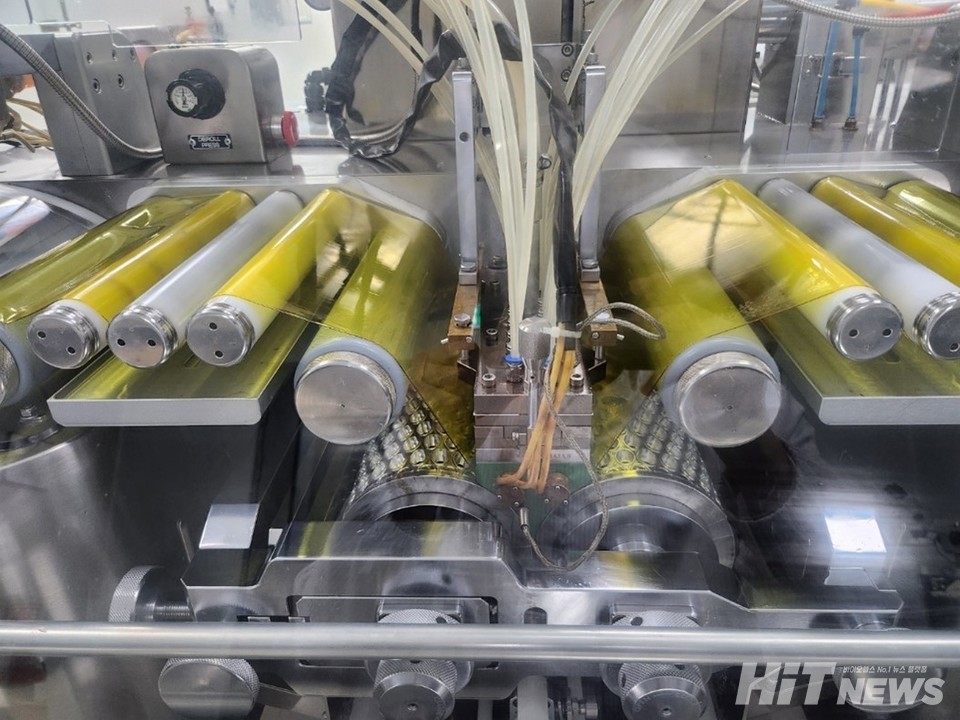
The liquid concentrate and capsule shell are then fed into the softgel manufacturing machine. The smooth, fish-egg-like softgels are created as capsule shell films, shaped like thin layers, move from both sides and converge between two rotating cylindrical molds. These molds contain indentations that shape the shells, allowing the liquid drug concentrate to be injected precisely into each capsule as the films merge.



The completed softgel capsules, emerging from the production machine with a rhythmic "thud-thud," enter a row of dryers for initial drying. Once partially dried, they are neatly arranged on white trays, stacked, and then undergo a secondary drying process. Next, they pass through a vision inspection machine, co-developed by RP Bio and a local partner, where they are checked for foreign substances, air bubbles, and shape irregularities. Afterward, they are blister-packed, carton-packaged, and prepared for shipment as finished products.
This series of processes isn’t exclusive to over-the-counter medications. RP Bio also excels in the health supplement (nutraceutical) field, applying its refined formulation and drug delivery technologies. A standout example of this is the controlled-release vitamin C, which received its first sales approval in Korea this past July. It’s well-known that a large dose of vitamin C often results in most of it being excreted in the urine rather than being fully utilized in the body. Consequently, conventional vitamin C supplements in powder, liquid, or tablet form often require multiple daily doses.
In response, RP Bio developed a once-daily, controlled-release vitamin C that maintains its active component for 10 to 12 hours. This innovation applies drug-release control techniques traditionally used in pharmaceuticals to the nutraceutical sector, as explained by the research team.
Looking back at RP Bio's facilities after the tour, the company’s evolution becomes even more striking. With 41 years dedicated to perfecting softgel technology, RP Bio now holds a strong position in both the over-the-counter and health supplement markets. Originating from Michigan’s legacy of softgel expertise, RP Bio's progress promises an exciting future for this leader in the field.